








アルミ箔の世界 HOME > アルミ箔こんな所で大活躍 >見えないところで活躍するアルミ箔:IH接着・はく離工法で、材料特性を発揮-1


| 建築物の内装や間仕切りの施工で、例えば支柱と板などを接合する際の一般的なやり方は、通常は接着剤を塗布して乾燥させたり、くぎ打ちまたはビスを挿入して固定するなどの方法です。これに対して、アルミ箔の両面に接着用樹脂フィルムを貼り合わせたシートを2つの部材の接着面に挿入し、外側から電磁誘導装置で磁力線を照射することで部材同士を接合させるユニークな工法があります。しかもこの工法で接合された部材は、再度磁力線を当てて接着樹脂を溶かすことにより、容易にはがすことができ、解体や資材再利用にも有利という特長があります。 IH接着・解体工法と名付けられたこの工法の、開発から関係加工器具の実用化などを推進している、合資会社ブラウニー、有限会社サイヒット両社の代表、鈴木邦彦氏にこのユニークな技術と、実用化の現状などについてお話をうかがいました。 |
|
接着とはく離の仕組みを簡単に説明すると、次のようになります。  接着用アルミ箔・樹脂シート(接合シート)の断面構造 接着用アルミ箔・樹脂シート(接合シート)の断面構造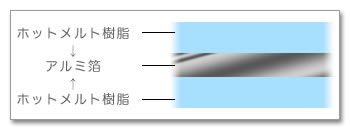
ホットメルト樹脂とは、熱を加えると溶ける「熱可塑性」という性質をもつプラスチック素材で、主にポリアミド系樹脂が使われる。 |
||||
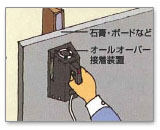
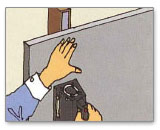
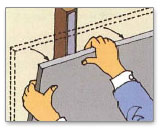
 接着の方法 接着の方法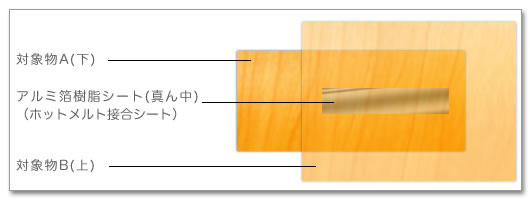
模式図で説明すると上図のようになります。
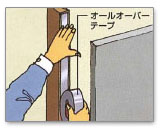
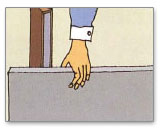
 はく離の方法 はく離の方法上の方法で接合した2つの部材を解体するときは、接合部の上からIH機を使ってもう一度磁力線を当てると、接着剤の熱可塑性樹脂が溶けてはく離する。 |
||||
|
|||||||||||||||||||||||||

|


|
|
この技術の開発は、1990年代の後半にブラウニーの鈴木邦彦代表がアイデアを考案、1999年から東京電機大学の冨田英雄教授のほか、接着剤メーカーのコニシ(株)、建材メーカーのアキレス(株)など企業33社による「オールオーバー工法研究会」が組織化され、工法の研究・実用化・販売などの検討を開始。2000年~2001年にはホットメルト・テープやIH機が商品化され、実用化が実現しました。研究会はその後新たに他大学を含めたアカデミックな組織として解体性接着技術研究会に改組。現在105人が加盟し、研究開発を継続しています。 |